šęėåå╬šę«aŲĘŠ═╔Ž88ėåå╬ŠW
yh-6ą═ÜŌē║║Ė▄ēÖC
ę╗Īó▀mė├ĘČć·
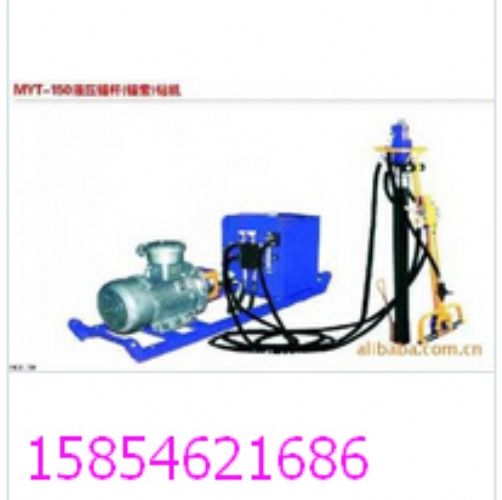
õō▄ēęŲäė╩ĮÜŌē║║ĖįOéõų„ę¬ė├ė┌©Q75kgõō▄ē║ĖĮėŻ¼▒ŠįOéõ×ķ▒Żē║╩Į═Ų═╣ĘĮ╩ĮŻ¼ē║ĮėÖC×ķ▄ēŅ^Č©╬╗Ż¼▒ŻūC▄ēŅ^ŲĮų▒ąįŻ¼▓óį÷╝ė╗ž│╠▀^ē║▒Żūočbų├Ż¼─▄▒ŻūCē║ĮėÖC░▓╚½╩╣ė├ĪŻ┼c═¼ŅÉ«aŲĘŽÓ▒╚Ż¼įōįOéõŠ▀ėąśŗ╦╝¬Ü╠žŻ¼įOėŗ║Ž└ĒŻ¼▓┘ū„║åęūŻ¼▓╗š╝ė├▄ēŽ┬┐šķgĄ╚╠ž³cĪŻ
Č■Īó╗∙▒ŠĮYśŗ╝░ū„ė├
š¹╠ūÜŌē║║Ėė╔Ż║
1 ē║ĮėÖCĪ¬Ī¬Įoõō▄ē╠ß╣®ŅAŠo┴”║═ĒöÕæÖC
2 ═Ų═╣ÖCĪ¬Ī¬ńP║Ėµyė├
3 ╝ė¤ßŲ„Ī¬Ī¬Įoõō▄ē╝ė¤ßė├
4 ╦«▒├║═╦«ŽõĪ¬Ī¬Įo╝ė¤ßŲ„└õģsė├Ż¼╦«▒├×ķ380vļŖē║
5 ┐žųŲŽõĪ¬Ī¬┐žųŲęę╚▓╝░č§ÜŌē║┴”╝░┴„┴┐
6śīŅ^Ī¬Ī¬īóš{š¹║├Ą─ęę╚▓║═č§ÜŌ▀Mąą╗ņ║Ž╩╣╗ņ║ŽÜŌ╣®Įo╝ė¤ßŲ„ĪŻ
7 ę║ē║▒├Ī¬Ī¬╠ß╣®ūŃē“Ą─ę║ē║─▄Ż¼ļŖäėÖCļŖē║×ķ380v
8 ęę╚▓Ų┐▀B═©Ų„Ī¬Ī¬īó4Ų┐ęę╚▓▓ó▀Bį┌ę╗ŲŻ¼ęį╠ß╣®ūŃē“Ą─ęę╚▓╣®╚╝¤²ĪŻ
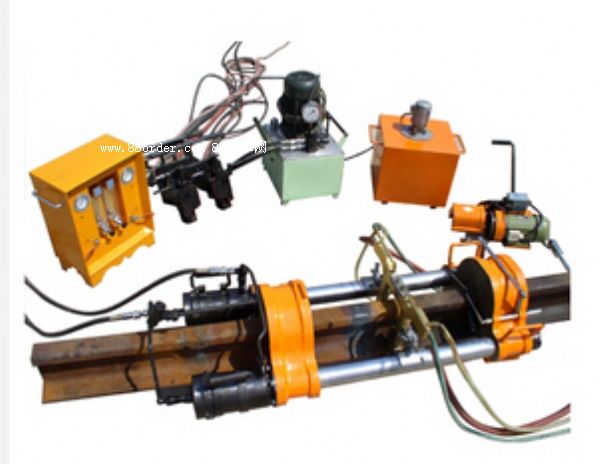
╚²Īó╩╣ė├ĘĮĘ©┼cŠSūo
1Īó║ĖĮė╚╦åTæ¬│ųėąć°╝ęĶF┬Ęų„╣▄▓┐ķTšJ┐╔Ą─╝╝ągÖCśŗŅC░lĄ─Ī░õō▄ē║ĖĮė╣ż▓┘ū„įS┐╔ūCĪ▒ĪŻ
2Īóīóõō▄ēĮėŅ^öÓ├µ╠Ä─źŲĮą▒Č╚×ķ┤¾ė┌0.2mmŻ¼▒Ē├µ╝░ų▄ć·▓╗Ą├ėąč§╗»Ųż╝░ĶFõPĪŻ
3Īó£╩éõ║├4Ų┐ęę╚▓╝░1ēKęę╚▓▒ĒŻ¼1Ų┐č§ÜŌ╝░1ēKč§ÜŌ▒ĒĪŻ
4Īóīó╦«Žõ╝ėūó4/5╦«,░č╦«▒├Ę┼▀M╦«Žõā╚Ż¼▓Õ╚ļļŖį┤Ż¼ė^▓ņ╦«▒├▀M┐┌╩Ūʱ│÷╦«Ż¼╚ń▓╗│÷╦«Ż¼Ė─ūāļŖį┤ŽÓą“╝┤┐╔ĪŻ
5Īóīó4Ų┐ęę╚▓ė├ęę╚▓Ų┐▀B═©Ų„▀BĮė║├Ż¼Įė║├ęę╚▓▒ĒŻ¼ė├ā╚ÅĮ10mm║┌╔½ęę╚▓╣▄▀BĮėĄĮ┐žųŲŽõęę╚ļ╔ŽŻ¼ęę│÷ĮėśīŅ^é╚┐┌╠ÄĪŻ
6Īóīó1Ų┐č§ÜŌė├Įė║├č§ÜŌ▒ĒŻ¼ė├ā╚ÅĮ10mm╝t╔½č§ÜŌ╣▄▀BĮėĄĮ┐žųŲŽõč§╚ļ╔ŽŻ¼č§│÷ĮėśīŅ^ų▒┐┌╠ÄĪŻ
7ĪóīóśīŅ^╗ņ║ŽÜŌė├ā╚ÅĮ×ķ16mm╗ņ║Ž╣▄Įė╚ļ╝ė¤ßŲ„╔ŽŻ¼╝ė¤ßŲ„ā╚é╚┼cõō▄ēķgŽČ╦─ų▄權∙ä“ĪŻ
8Īó┐žųŲŽõģóöĄ▒Ē(╣®ģó┐╝)╚ńŽ┬Ż║
č§ÜŌ│÷┐┌ē║┴”Ż║0.5Ī½0.6mpa
č§ÜŌ┴„┴┐Ż║4.2Ī½4.4 m3/h
ęę╚▓│÷┐┌ē║┴”Ż║0.15mpa
ęę╚▓┴„┴┐Ż║4.8Ī½5.2 m3/h
9Īó║ĖĮėõō▄ēĢrķg╝sŻ║5-5.5ĘųńŖ
10Īó║Ė║¾¤ß╠Ä└Ēæ¬į┌║ĖĮėĮėŅ^£žČ╚Ž┬ĮĄĄĮ500ĪµęįŽ┬Ģrķ_╩╝Ż¼╝ė¤ßīÆČ╚60mmĪ└10mmŻ¼╝ė¤ß£žČ╚850Ī½950ĪµĪŻ║ĖĮė¤ß╠Ä└Ēõō▄ēĢrŻ¼▄ēŅ^└õģsę╦▓╔ė├’L└õ╗“ņF└õĪŻ
11Īó║ĖĮė╝░¤ß╠Ä└Ē║¾Ż¼æ¬┤²ĮėŅ^└õģsĄĮ300ĪµęįŽ┬ĘĮ┐╔╚ź│²Ā┐└Ł┴”ĪŻ
╦─ĪóūóęŌ╩┬ĒŚ
1Īó║ĖĮėū„śI╚╦åT▒žĒÜ│ųė├Ī░õō▄ē║ĖĮė╣ż▓┘ū„įS┐╔ūCĪ▒ĪŻ
2Īó║ĖĮėŁhŠ│Ą─ę¬Ū¾Ż║╩®║Ėł÷╦∙¤oėĻŻ¼ÜŌ£žæ¬▓╗Ą═ė┌0ĪµŻ¼’L┴”æ¬▓╗┤¾ė┌5╝ēĪŻ
3Īó═Ų═╣╩¦öĪ║¾Ż¼į╩įS╩╣ė├│²┴÷ĖŅŠµ│²╚ź║ĖĮėĮėŅ^ėÓĖ▀Ż¼Ą½▓╗æ¬é¹╝░õō▄ē─Ė▓─ĪŻ
╣½╦Šū┌ų╝Ż║
ą¦┬╩│╔Š═ŲĘ┼ŲŻ¼š\ą┼ĶTŠ═╬┤üĒ
ę“×ķīŻśIŻ¼╦∙ęįĢ■Ė³║├ĪŻ
╝Üą─ĪóŠ½ą─Īóė├ą─Ż¼ŲĘ┘|ė└▒ŻĘQą─
| ▓╔┘Å╔╠ | ╔╠ŲĘęÄĖ± | │╔Į╗å╬ārŻ©į¬Ż® | öĄ┴┐ | │╔Į╗Ģrķg |
|---|
═ŲÅV

═ŲÅV

═ŲÅV

═ŲÅV

═ŲÅV